Forum ›Fachleute unter sich‹
Alles auf einmal
Vom Rohformat zur Kantenanleimmaschine
in nur einem Arbeitstakt
Die Schreinerei Geuder-Holzmann erledigt das auf einem BES Multi-Cut Center.
Plattenzuschnitt auf der vertikalen Säge, Fräsen und Bohren auf dem BAZ, dazwischen Stapeln auf Paletten und Wagen: das beansprucht viel Zeit, verringert die Kapazität und stresst die Mitarbeiter. Schwere Einzelteile erfordern den zweiten Mann, der dafür immer wieder sein eigenes Projekt liegen lassen muss. Helmut Holzmann, Inhaber und Geschäftsführer der 1974 gegründeten Schreinerei Geuder-Holzmann in Göppingen, erkannte diesen Zustand als nicht mehr zeitgemäß. Nesting lautete sein Gebot der Stunde.
Das Unternehmen wickelt für Laden-, Messe- und Innenausbauer Projekte ab. Gerne übernimmt Helmut Holzmann auch den Prototypenbau für Bemusterungen. Nachdem er 1995 von seinem Onkel den Betrieb übernommen hatte, war 1999 seine erste große Investition ein Bearbeitungszentrum, das auch heute noch seine Dienste tut. So kam Günther Krüger mit dem Angebot von BES gerade recht: Mit dem ›NBM‹ Verfahren (Nested Based Manufacturing) versprach er die Durchlaufzeiten, den Platzbedarf sowie den Handhabungs- und Mitarbeitereinsatz entscheidend zu reduzieren. Die maschinelle Basis ist das Multi-Cut Center von BES in Bad Eilsen.
Vollautomatischer Zuschnitt
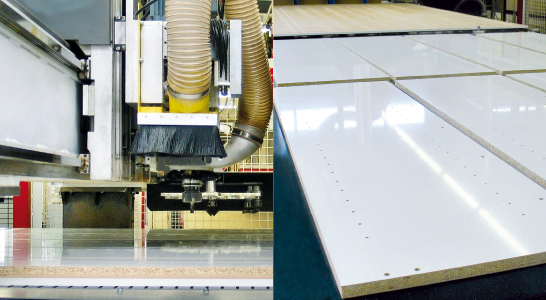
Bei dem Referenzanwender Mücke in Detmold sprangen dem Tischlermeister drei Punkte ins Auge. Erstens: Diese Maschine erledigt den Zuschnitt vollautomatisch. Nicht wie bei einer Plattensäge, die trotz aller Verbesserungen dennoch den Mann bindet. Zweitens: Im ersten Schritt führt die Maschine alle Bohrungen und Fräsungen aus. Nach dem Ausfräsen sind die meisten Einzelteile fertig. Und Drittens ist die Frästechnik nicht wie die Säge an die üblichen Zuschnittbilder gebunden. Beliebig geformte Werkstücke lassen sich in die Platte schachteln. Der Kollegenbetrieb überzeugte ihn. Die Maschine war exakt nach den Bedürfnissen des Kollegen mit Aggregaten und Peripheriegeräten ausgestattet. Die Portalmaschine ist in großen Abmessungen für Halb- oder Vollformatplatten erhältlich. Die wirkungsvolle Absaugung sorgt für saubere Werkstücke und nach dem Arbeitsgang für einen sauberen Tisch.
Alle Mitarbeiter geschult
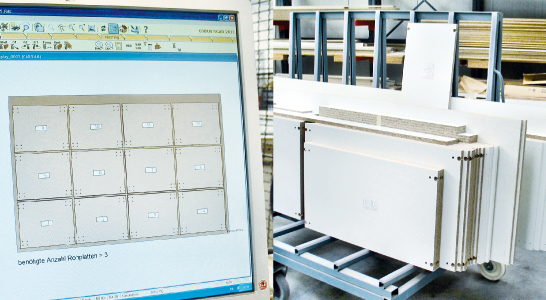
Alle fünf Mitarbeiter sind geschult und beherrschen die Maschine. Sie konstruieren die zu fertigenden Möbel und Einrichtungen mit einem Branchenprogramm. Die Software NCAD von Cobus Concept nutzt die Konstruktionsdaten für die Plattenaufteilung und die CNC-Programme. In die Halbformatplatte oder in einen wieder verwendeten Rest schachtelt das Programm die benötigten Bauteile und sorgt für minimierten Verschnitt. Der Gesamtarbeitsablauf wird als neutrales FMC-Programm bereitgestellt und dann vom Postprozessor an das Multi-Cut Center ausgegeben. Auch eine Anbindung an das BAZ kann gewählt werden.
Saugheber statt zweiten Mann
Für das Belegen des Multi-Cut Centers mit Rohplatten benutzen die Mitarbeiter einen Saugheber, Restplatten können aber auch von Hand aufgelegt werden. Für die Fräsaufgaben bedient sich der 8 kW starke, luftgekühlte und bis 24.000 U/min drehende Fräsmotor aus dem seitlich am Support angebrachten Zwölffachmagazin. Die Bohrarbeiten erledigt das Bohrgetriebe mit sieben einzeln steuerbaren Spindeln.
Flexibel ist das Abnehmen der fertigen Werkstücke eingerichtet. Eines oder wenige einzelne Werkstücke kann der Maschinenführer von Hand abräumen, er kann diese Arbeit aber auch der Maschine überlassen. Das ist immer der Fall, wenn ein komplettes Nest erzeugt wurde. Dazu ist der Support mit einem Abschieber ausgerüstet, mit dem er das gesamte Nest auf einen an der Schmalseite angeordneten Gurtbandförderer abschiebt. Dadurch kann der Mitarbeiter unabhängiger vom Takt des Multi-Cut Centers agieren und andere wertschöpfende Tätigkeiten in der Maschinenlaufzeit ausführen.
Der Gurtförderer kann aber auch ein Stück nach links geschoben werden. Damit ist der Maschinentisch frei, um in ergonomisch günstiger Position einzelne Werkstücke aufzulegen und zu bearbeiten. Der Betriebsablauf sieht vor, dass der Mitarbeiter speziell die noch horizontal zu bohrenden Werkstücke aus dem abgeschobenen Nest herausnimmt. Er legt sie wieder an die Anschläge auf den Tisch und lässt die Horizontalbohrungen ausführen.
Diese Arbeitsgänge sind im Werkstückprogramm so enthalten, dass sie nur auf Wunsch ausgeführt werden. Bei hoher Arbeitsbelastung kann dieser Arbeitsgang aber auch an anderen Maschinen ausgeführt werden. Der Einsatz der Cobus-NCAD-Software hat den Vorteil, dass die Grundprogramme sowohl für das BES Multi-Cut Center als auch für das BAZ geeignet sind.
Anwender-Reportage als PDF